Принцип второй. Приседание и жим лежа делаются в неделю два раза. Становая тяга делается один раз в неделю
Принцип второй. Приседание и жим лежа делаются в неделю два раза. Становая тяга делается один раз в неделю
Это важное правило позволит вам избежать перетренированности. Конечно, странно, но это факт, что большинство спортсменов, которые действительно тренируются в полную силу, нередко тренируются слишком много и слишком часто. В итоге, качество тренинга упорно не переходит в количество мышц. Давайте и поговорим о том, как этого избежать.
Как я уже говорил, приседание и жим лежа, хоть и делаются два раза в неделю, но тренировки не должны повторяют одна другую. Нагрузка, сильная в начале недели, когда вы еще свежий и отдохнувший после выходных дней, должна быть резко снижена к концу недели, когда вы уже устали и вам надо просто получше размяться.
Поэтому первый раз в неделю жим лежа и приседание делаются «тяжелыми», а второй раз «легкими».
Будем считать, что «тяжелая» тренировка – это тренировка, направленная на рост результатов и выполненная на пределе возможностей, а «легкая» — это вторая тренировка в неделю — тренировка на технику, разминка.
Становая тяга делается всего один раз, так как мышцы, которые при ней задействуются, самые большие на теле, и они медленнее восстанавливаются.
Последовательность упражнений на тренировке делается такой же, как и на соревнованиях. Это логично, ведь, если вы будете выступать на соревнованиях, вам такая привычная последовательность позволит сэкономить массу энергии и правильно рассчитать свои силы, например, как минимум, вы уже будет знать, что нельзя полностью выкладываться на приседаниях, потому что впереди еще мощная нагрузка на спину в виде становой тяги.
Поэтому, если придерживаться четко первого правила и делать всего одно упражнение за тренировку, то хорошим графиком тренировок будет пять тренировок в неделю:
— понедельник: «Тяжелое» приседание.
— вторник: «Тяжелый» жим лежа.
— среда: «Тяжелая» становая тяга.— четверг: «Легкое» приседание на технику.
— пятница: «Легкий» жим лежа на технику.
Не бойтесь этого словосочетания «пять тренировок в неделю». Выполняя по одному упражнению в первые три дня, затем 4 дня просто разминаетесь, т.е. будете иметь достаточный отдых во второй половине недели. Именно занимаясь по такой схеме я и начал быстро прогрессировать.
Если у вас нет возможности тренироваться пять дней в неделю, то придется на одной тренировке работать с двумя базовыми упражнениями.
Но даже в этом случае нужно всячески избегать выполнения двух «тяжелых» упражнений в один день. В этом случае, логично будет «легкие» упражнения объединить и сделать в один день:
—понедельник: «тяжелое» приседание.
—вторник: «тяжелый» жим лежа.
—среда: «тяжелая» становая тяга.
—пятница: «легкое» приседание на технику, «легкий» жим лежа на технику.
Если вы можете тренироваться только 3 раза в неделю, то график тренировок придется сделать таким:
— понедельник: «тяжелое» приседание.
— среда: «тяжелый» жим лежа, «легкое» приседание на технику.
— пятница: «тяжелая» становая тяга, «легкий» жим лежа на технику.
Если вы тренируетесь два дня в неделю, то я думаю, лучше сделать такое разбиение:
— вторник: «тяжелое» приседание, «тяжелый» жим лежа
— четверг: «тяжелая» становая тяга, «легкий» жим лежа
В принципе, если хотите, делайте все базовые упражнения в один день и тренируйтесь всего один раз в неделю. Это тоже даст результат, но значительно более слабый, чем, если бы вы тренировались почаще. Тренироваться один раз в неделю если и имеет смысл, то только тем, кто очень долго восстанавливается, т.е. тяжеловесам. Но, на мой взгляд, даже для них более предпочтительнее тренироваться 4 раза в неделю и делать на каждой тренировке всего одно упражнение.
Хочу обратить особое внимание тех, кто только начинает ходить в тренажерный зал.
Новичок не должен сразу вводить в свой комплекс становую тягу.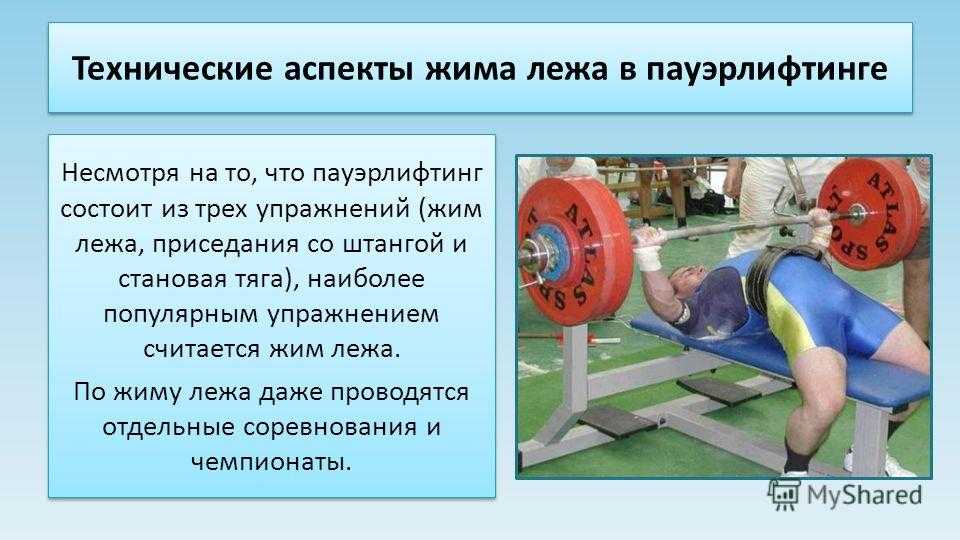
Необходимо как минимум один месяц полноценно оттренироваться на приседаниях, прежде чем подойти к становой тяге. Работая с приседаниями, вы укрепляете не только ноги, но и спину. Как минимум месяц на приседаниях — это необходимый этап, предшествующий включению в программу становой тяги.
Поэтому первый месяц можно тренироваться по следующей схеме:
— среда: «тяжелый» жим лежа, (подтягивания — по желанию).
— пятница: «легкое» приседание на технику, «легкий» жим лежа на технику.
И только через месяц после занятий по такой упрощенной схеме можно переходить к какой-нибудь из вышеуказанных программ.
Приступ второй
Приступ второй
Для популяционных генетиков приспособленность – рабочий параметр, точно определяемый в рамках измерительной процедуры. Практически это слово не применяется ко всему организму, но к его генотипу, обычно в отдельном локусе. Приспособленность W генотипа,
Практически это слово не применяется ко всему организму, но к его генотипу, обычно в отдельном локусе. Приспособленность W генотипа,
Тяга к земле
Тяга к земле У меня, как, наверное, и у вас, есть такие знакомые. Они всю жизнь жили в городе, работали в главке, тресте, министерстве, имели дело с бумагами и людьми, любили эту работу. В отпуск ездили в санаторий, вечерами ходили в театр, читали, принимали гостей. Работать9. Тяга к огню
9. Тяга к огню Известно, что все позвоночные боятся огня. Однако человек к нему стремится, находит свет костра уютным и притягательным, и готов смотреть на огонь часами, получая при этом вполне иррациональное удовлетворение. Широко известна, в общем-то справедливая
Заблуждение No5. Делать три раза в неделю одно и тоже
Заблуждение No5.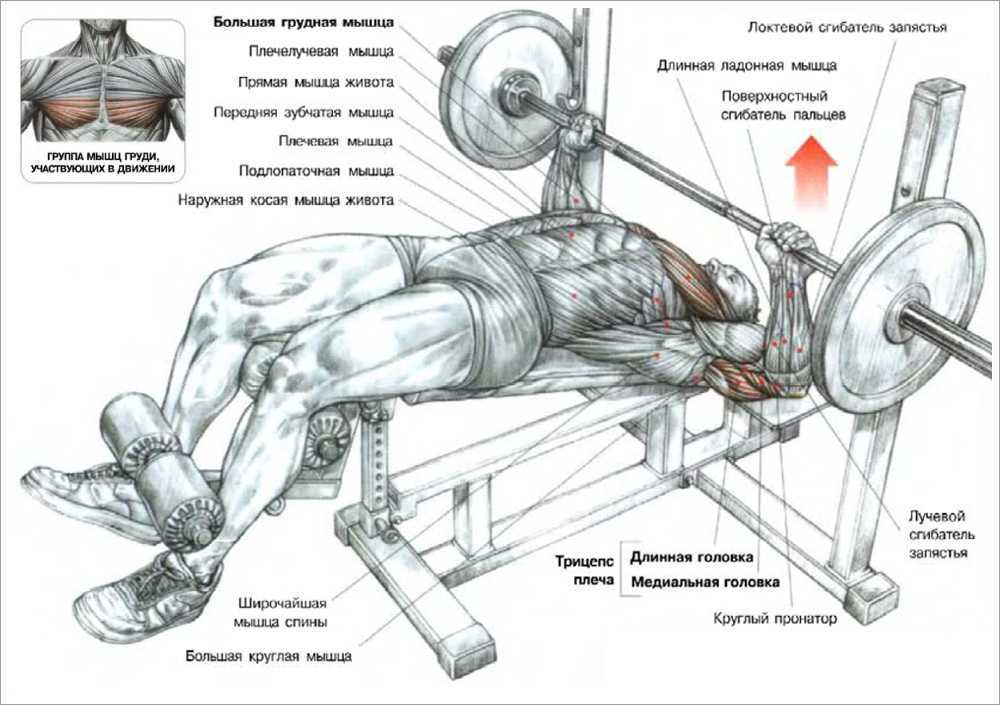 Делать три раза в неделю одно и тоже
Это еще одна самая распространенная ошибка, совершаемая новичками. Почему-то они, как правило, выбирают комплекс из 6-10 упражнений и делают его без изменения 3 раза в неделю.Это самый катастрофический подход и самый
Делать три раза в неделю одно и тоже
Это еще одна самая распространенная ошибка, совершаемая новичками. Почему-то они, как правило, выбирают комплекс из 6-10 упражнений и делают его без изменения 3 раза в неделю.Это самый катастрофический подход и самый
Принцип третий. «Тяжелые» базовые тренировки делаются по правилу 5 подходов по 5-8 раз. «Легкие» делаются с весом 60% от «тяжелых» по правилу 4 подходов по 4 раза
Принцип третий. «Тяжелые» базовые тренировки делаются по правилу 5 подходов по 5-8 раз. «Легкие» делаются с весом 60% от «тяжелых» по правилу 4 подходов по 4 раза Начинать, конечно, надо с «5 по 8», а потом плавно переходить на «5 по 5».На восьми повторениях отрабатывается траектория
3.2. Жим лежа
3.2. Жим лежа
Если вы долго побудете в тренажерном зале, то заметите интересную особенность – новички обходят стороной стойки для приседаний и помосты для становой тяги и устремляются к жимовым стойкам. Жим лежа любят все. Поэтому посторонние люди, скорее всего, никогда не
Жим лежа любят все. Поэтому посторонние люди, скорее всего, никогда не
3.3. Становая тяга
3.3. Становая тяга Становая тяга – самое продуктивное упражнение из всех возможных. Именно выполняя становую тягу спортсмены наращивают огромную мышечную массу. При выполнении становой тяги задействованы в первую очередь следующие мышцы: разгибатели спины, ягодицы,
День второй
День второй Заруливая на парковку перед Региональным медицинским центром, я видел, как вдали всходит солнце над горой Бейкер. Я подхватил с пассажирского места рюкзак и пошел к воротам.Все тот же дряхлый охранник, который впускал меня накануне, сегодня тоже дал мне
Второй код
Второй код
Самое важное, что я хочу сказать этой книгой: не чувствуйте себя марионеткой во власти собственных генов.
Мой комплекс
Система
Меня зовут Валентин (Lifter).
Вот моя собственная методика тренировок, по которой я занимаюсь последние несколько месяцев. Составил я ее под себя на основе многой прочитаной мною билдерской и пауэрлифтерской литературы.
Планируем примерно 10 тренировок за месяц.
Одна
неделя — 2 тренировки например вторник и суббота.
Вторая — 3 тренировки вторник-четверг-суббота.
2 тренировки в неделю выполняются в неделю тяжелой тяги.
3 в неделю тяжелого приседа.
 Легкий присед выполняеться без бинтов или в простых эластичных бинтах, тяжелый
в фирменных лифтерских (если они имееются). Легкая тага выполняется без
пояса и всяких комбезов.
Легкий присед выполняеться без бинтов или в простых эластичных бинтах, тяжелый
в фирменных лифтерских (если они имееются). Легкая тага выполняется без
пояса и всяких комбезов.Жим тоже чередуем т.е. легкий-тяжелый.
Тяжелый
жим (тяга,присед) — веса порядка 90% и более.
Средний — 75-85
Легкий до 75 соответственно.
Легкие тренировки жима тяги и приседа служат для отладки техники.
Каждые 2 недели накидываем 5 кило в тяжелых приседах и тягах (если не получается
2.5).
В жиме 2.5 кг в 2-3 недели.
В легких тренировках веса прибавляем по желанию.
1 неделя
вторник
присед (средний) 4*5
жим лежа (тяжелый) 3*3
На хват
Пресссуббота
Жим лежа (легкий) 3*7-10
тяга становая (тяжелая) 3*3 [лучше пирамидой]
Шраги 3*10
Гиперэкстензии 2*max2 неделя
вторник
присед (тяжелый) 3*3
жим лежа (тяжелый) 3*3
Наклоны 3*6
Прессчетверг
Присед грудь (пара подходов легких, для разминки перед тягой)
Тяга 3-4*5
на Хват
Гиперэкстензии 2*maxсуббота
Присед (легкий) 2-3*8
Жим (легкий) 3*7-10
Шраги 3*10
Комплекс
хорошо попрет под хорошую витаминизацию (не путать с химизацией) организма,
хорошое питание и глубокий сон.
По нему можно заниматься 8-16 недель.После рекомендуеться позаниматься по какой-либо другой системе
во избежания застоя т.е. немного разгрузиться.
Можно
подстроить комплекс под себя сократив его до 2 тренировок на каждой неделе,
или расширив до 3.
У меня все хорошо прет по нему .
Кто опробует — пишите что из этого вышло [email protected]
Тяжелые и легкие прессовые работы
Прессовый цех
Когда дело доходит до листового металла, Fujin пользуется огромной репутацией в отрасли. У нас есть линии прессов с широким диапазоном прессов от 20 тонн до 1000 тонн. Этот широкий ассортимент позволяет нам поддерживать наших клиентов в диверсификации ассортимента продукции.
Что
увеличивает это преимущество способность доставить.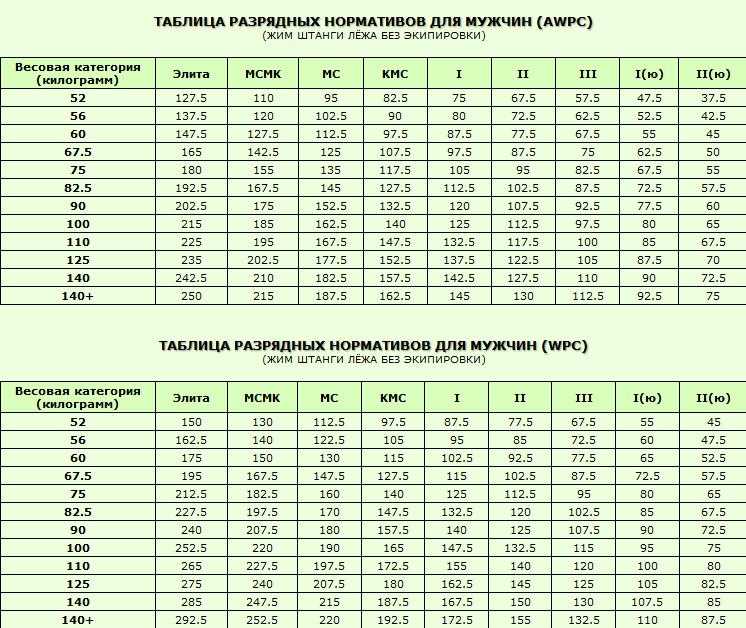
1).как раз вовремя для местных клиентов.
2).Критическое техническое обслуживание штампов в доме.
3). Компоненты из нержавеющей стали и глубокой вытяжки.
| С.№ | Имя машины | Тонн | Количество | Сделать | Размер кровати |
| 1 | ПРЕСС-МАШИНА С ПОДУШКОЙ | 600 | 1 | КАУШИКО | 1600X2500X850 |
| 2 | ПРЕСС-МАШИНА С ПОДУШКОЙ | 315 | 6 | КАУШИКО / УДАР | 1600X2500X800 |
| 3 | ГИДРАВЛИЧЕСКАЯ МАШИНА С ПОДУШКОЙ | 400 | 1 | КАБИРА | 1600X2500X900 |
| 4 | СИЛОВОЙ ПРЕСС | от 20 до 200 | 40 | КАБИРА | СТАНДАРТ |
Гидравлический пресс для металлообработки и штамповки по индивидуальному заказу — Гидравлический штамповочный пресс
Гидравлические прессы для металлообработки по индивидуальному заказу компании Savage Engineering доступны с четырехстоечной направляющей плитой и рамой с прямыми боковыми направляющими. Области применения включают формование, штамповку, вырубку, гибку, пробивку, штамповку, перфорацию, обрезку, перенос, отбортовку, качание, форсирование и другие.
Области применения включают формование, штамповку, вырубку, гибку, пробивку, штамповку, перфорацию, обрезку, перенос, отбортовку, качание, форсирование и другие.
Наши гидравлические штамповочные прессы имеют хромированные стяжки большого диаметра, проходящие через восемь бронзовых втулок с линейными отверстиями, которые направляют плиты, обеспечивая точное выравнивание всех четырех стоек. Сверхдлинная направляющая втулка разделяет каждую пару втулок, обеспечивая большое передаточное отношение.
Прямолинейный пресс Savage подходит для задач, в которых инструмент не направляется, нагрузка не центрирована, выполняется несколько операций или требуется более точная параллельность, чем у 4-стоечного пресса. Прямые боковые прессы имеют регулировку стрелы под углом 45 градусов или в 8 направлениях для уменьшения рабочего зазора. Эксклюзивные самосмазывающиеся вкладыши стрелы устраняют необходимость в системах смазки.
Гидравлические штамповочные прессы и гидравлический вырубной пресс Savage имеют прочную конструкцию с прямым корпусом с предварительно напряженными стяжками, проходящими через боковые стойки корпуса. Этот тип конструкции используется в наиболее требовательных приложениях со смещенными от центра нагрузками или сквозными ударами. Вырубные прессы оснащены ударными демпферами для поглощения удара прорыва в месте его возникновения. Они снижают нагрузку на пресс, штампы и фундамент. Они также минимизируют шум, создаваемый во время гашения.
Этот тип конструкции используется в наиболее требовательных приложениях со смещенными от центра нагрузками или сквозными ударами. Вырубные прессы оснащены ударными демпферами для поглощения удара прорыва в месте его возникновения. Они снижают нагрузку на пресс, штампы и фундамент. Они также минимизируют шум, создаваемый во время гашения.
Доступны электрогидравлические элементы управления для программирования любой или всех функций пресса. Контроллер настройки Savage с интерфейсом оператора с сенсорным экраном удобен для пользователя. Одним касанием пальца оператор может изменить настройки пресса из тех, которые хранятся в памяти, что ускоряет настройку и постоянно повторяет ее от задания к заданию. Просто введите номер задания, присвоенный матрице, и гидравлический штамповочный пресс готов к работе. Автоматически вводятся оптимальные заданные значения для тоннажа, скорости, положения и времени выдержки.
Свяжитесь с нами
Прямосторонний пресс с предварительно напряженным корпусом
Прямосторонний предварительно напряженный корпус Рамы пресса имеют жесткую конструкцию для низкого уровня прогиба и регулируемые в восьми направлениях клинья на самосмазывающихся направляющих для точной параллельности.
Этот тип специального металлообрабатывающего пресса используется для более сложных операций, таких как пробивка отверстий, вырубка, обрезка, прошивка, перфорация и многопозиционные штампы.
350-тонная модель (слева) представляет собой высокоскоростной пресс для штамповки, гибки, обрезки и тиснения с автоматическим устройством подачи прутка 3/4″ x 4″ для производства прицепных устройств.
Каталог Информация о прямосторонних прессах с предварительно напряженным корпусом
Прямосторонний обрезной пресс с направляющей стрелой
Эти прочные машины управляются регулируемыми в восьми направлениях стрелами для обеспечения параллельности плит.
115-тонная модель (слева) представляет собой высокоскоростной обрезной пресс для тяжелых чугунных автомобильных шпинделей Honda. Твердая станина толщиной 12 дюймов имеет сквозное отверстие для опускания деталей.
Направляющие направляются по четырем углам на регулируемых под углом 45 градусов направляющих.
4-стоечный пресс
Четырехстоечные прессы имеют удлиненные втулки для разделения восьми (8) бронзовых втулок для обеспечения параллельности и точности.
60-тонная модель (слева) используется для операций по вырубке в Thermos Corporation.
Каталог Информация о четырехстоечных прессах
Прямолинейный горячий пресс с предварительно напряженным корпусом
Эти гидравлические прессы для формовки металла имеют жесткую конструкцию с предварительно напряженными тягами для самых требовательных применений. Этот тип пресса предназначен для борьбы с неблагоприятными условиями, такими как смещенная загрузка, многопозиционные инструменты и прорывные удары.
Эта 400-тонная модель (слева) изначально была разработана для штампов и поковок.
Каталог Информация о прямых горячих прессах с предварительно напряженным корпусом
Колесный пресс / пресс для нагнетания
Горизонтальные прессы для нагнетания, также называемые колесными прессами, используются для толкания / натяжения колес, шкивов, шестерен, валков и т. Д. с валов или осей.
Д. с валов или осей.
Модель грузоподъемностью 425 тонн (слева) наклонена, чтобы обеспечить погрузку сверху, имеет вставки с U-образными пазами и открытую конструкцию, которая подходит для валов разного диаметра и бесконечной длины.
Каталог Информация о колесных прессах / прессах для выдавливания
Техническое видео
4-стоечный пресс для формовки металла с гидравлической подушкой
Прецизионный четырехстоечный пресс с удлиненными направляющими, матрицей 120″ x 60″ и полностью направляемой гидравлической подушкой. Высокоскоростная гидравлика с полностью программируемым тоннажем, скоростью и положением с памятью программ, QDC и программируемой амортизацией хода.
1000-тонная модель (слева) была разработана и изготовлена для Rock Island Arsenal и оснащена 250-тонной гидравлической подушкой.
Каталожная информация о 4-стоечных прессах с гидравлической подушкой
С-образный отбортовочный пресс с горизонтальными и вертикальными ползунами
Этот пресс с глубокой горловиной обычно используется для формования листа корпуса судов или листа для тяжелого оборудования и производственных цехов. . Двойные вертикальные 115-тонные гидроцилиндры можно использовать последовательно по отдельности или соединять вместе для получения одной вертикальной плиты 230-тонн.
. Двойные вертикальные 115-тонные гидроцилиндры можно использовать последовательно по отдельности или соединять вместе для получения одной вертикальной плиты 230-тонн.
60-тонный горизонтальный домкрат позволяет выполнять сложные операции обработки металлов давлением, такие как отбортовка кромки, качание, гибка и формование толстого стального листа в сложные конфигурации. Эти прессы имеют трехсекционную раму, жестко скрепленную предварительно натянутыми стяжками.
230-тонная модель (слева) была заказана ВМС США.
Информация о каталоге прессов для отбортовки кромок C-образных рам
Колесный/осевой пресс: двухсторонний с двойными ползунами
Двухсторонний пресс для монтажа и демонтажа колес/осей для LRV с двумя станциями ЧМИ PanelView Plus и двусторонними записывающими компьютерами колесных пар . Доступен с автоматизацией колес, осей и подшипников, стеллажами для установки колес, колесным погрузчиком и лазерным измерением ширины колеи, некруглости и радиального/поперечного биения.
Каталог Информация о двустороннем прессе с двойным поршневым колесом / осью
Видео — смотрите, как они работают!
ДОСТУПНЫЕ ТИПЫ РАМ:
- Прямосторонний пресс с предварительно напряженным корпусом
- Прямосторонний обрезной пресс с направляющей стрелой
- Четырехстоечный пресс
- Прямой горячий пресс с предварительно напряженным колесом
- 2 / Форсирующий пресс
- 4-стоечный пресс для формовки металла с гидравлической подушкой
- С-образный отбортовочный пресс с горизонтальными и вертикальными ползунами
РАЗРАБОТАН ДЛЯ ВАШЕГО ПРИМЕНЕНИЯ
Сборочные прессы бывают самых разных размеров и конструкций для удовлетворения конкретных производственных потребностей. Эти специальные прессы и сборочные прессы выполняют несколько шагов, чтобы взять несколько подкомпонентов и сборок и превратить их в конечный продукт. Типы кадров будут различаться в зависимости от конкретного приложения.
Опции включают индексные столы и погрузочно-разгрузочное оборудование. Специальные прессы, изготовленные по индивидуальному заказу, также доступны для удовлетворения нестандартных требований.
Специальные прессы, изготовленные по индивидуальному заказу, также доступны для удовлетворения нестандартных требований.
- Простота в эксплуатации
- Размер станины, просвет, глубина горловины, скорость и ход доступны для удовлетворения любых требований
- Прочная компьютеризированная рама для низкого уровня нагрузки
- Автономная гидравлика
- Доступно оборудование для подачи
- 10 грузоподъемностью до 1200 тонн
- Подвесной силовой агрегат минимизирует занимаемую площадь.
- Длинная направляющая.
- Высокоскоростная гидравлика
- Съемные балки с Т-образными пазами.
- Передвижной пульт дистанционного управления.
- Защитные ограждения для световых экранов.
- Доступен откидной опорный блок.
- Компоненты JIC.
- Сделано в США
Savage не имеет каталожных размеров. Каждый пресс спроектирован в соответствии с вашими спецификациями, чтобы выполнять вашу работу с максимальной эффективностью.
